LNG全自動氣瓶生產線 |
LNG全自動氣瓶生產線設備的概述
1)自動化程度高,減少操作人員,降低管理成本; 2)焊接件焊縫平整、光滑,無焊接缺陷。設備整體美觀, 占地合理,物流順暢, 可以有效 地節省場地; 3)整套生產物流線匹配吻合,在提高產品質量的同時,提高生產效率; 4)改善生產環境,降低操作人員的勞動強度; 5)根據設備使用方要求,進行噴漆。與買方使用外觀油漆色卡一致。焊接接縫位 置膩平, 無明顯麻眼、小坑等. 6)設備結構堅固耐用,傳動部件運行平滑,噪音小。 7)控制系統控制系統由總控制柜(西門子 PLC,觸摸屏等電器元件)及手控裝置 等組成;
PLC 控制應實現: 送料平臺 CNC 卷板機 出料裝置接料小車焊接 裝置翻邊機,系統手 /自一體化控制過程。整個流程運行順暢,穩定可靠。 注:控制面板有手動、自動操作切換,并能顯示各工位工作狀態及報警功能。
1. 待卷板材堆垛料架
方式:驅動平臺(由叉車或者行車將下料板堆放到垛料架上)
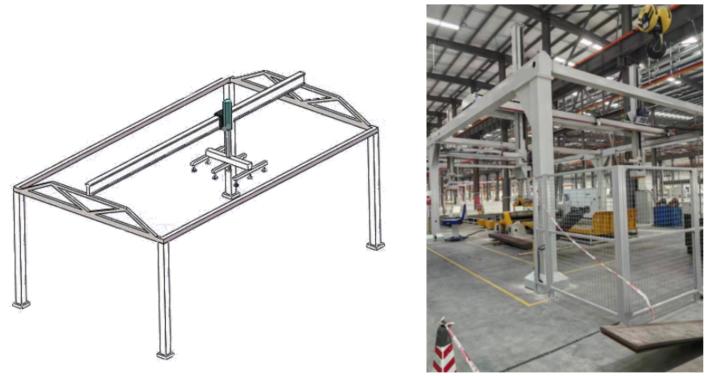
2. 吸盤搬運機械手系統
吸盤搬運機械手系統包括:吸盤抓取搬運機械手系統(卷板上料1組)電動送料平臺,采用 PLC集成控制系統。 電磁吸盤系統運行原理: ① X軸組件----結合進口技術,選用優質鋼材,采用精加工工藝,安裝高精度導軌及精密齒條,以保證組件傳動精度,利用優質伺服電機作為驅動,完成各位置點的精確定位。 ② Z軸組件----選用優質型材,配合高精度直線導軌、齒輪齒條及高性能伺服電機,完成機械手的高效率、高穩定性上下升降作業,并配于完善的潤滑功能,保證客戶的使用壽命。 ③X-Z移動組件----選用優質鋁板或鋼板,經過精密加工工藝。完美連接機械手的X軸與Z軸,保證其高速度、高精度、高平穩性的運動作業。 ④夾持組件----滿足客戶產品需求,合理設計最合理、便捷、高效的搬運夾具,方便客戶更換維護等作業。 ⑤框架組件----選用優質型鋼,通過完美的焊接工藝,以及完善的后處理工藝,保證機械手的基礎穩定性。
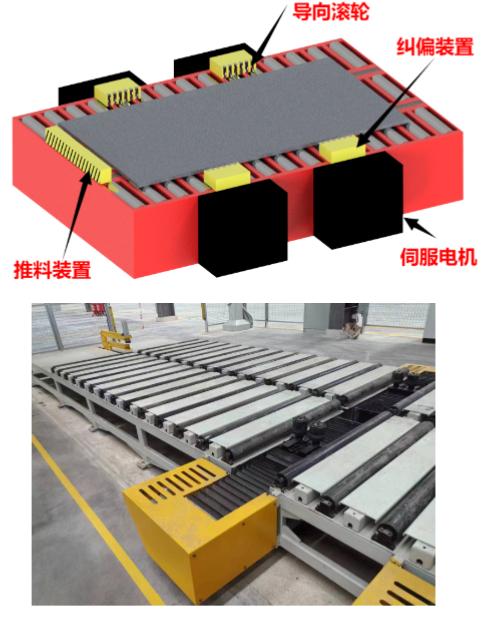
2. 卷板機電動送料平臺
送料平臺工作原理: 本送料平臺主要是配合卷板機卷制操作而設置的。由真空吸盤將板料搬運到該送料平臺上,由平臺上的 2 套對料裝置將板料居中校正,再由伺服電機減速機驅動鏈輪帶動推料裝置推動板料進入卷板機,全程由伺服電機控制精度。
數控全液壓四輥卷板機(斜線)
主要優勢特點簡介 a、數控全液壓四輥卷板機機型設計結構為直線導向系統,優點:力量作用到板料上,更小中心距,無扭力桿,大機架,輥子直徑大,油缸更大; b、全部工作輥表面感應硬化淬火,表面研磨和拋光處理,防止劃傷卷制的板材; c、液壓:榆次油研電磁閥,合肥長源液壓泵; d、電氣:西門子; e、數控系統成熟穩定,操作界面通俗易上手。易操作的交互操作界面,無需數控編程和復雜的計算機語言技能,要求低技能工人也能方便和快速掌握加工技巧; f、具備客戶數字化工廠管理,數控液壓四輥卷板機系統留有 R232 接口或 R485 接口或工業以太網口(優先采用網絡插槽,提供串口插槽),實時通訊網絡接口,方便買受方的 MES 系統在該設備上讀取生產數據; g、兩個側輥擁有雙倍的夾緊功能(下輥和側輥保持良好的電子平衡從而保證了高質量的產品); h、上輥液壓馬達帶動行星減速機驅動,下輥是獨立液壓馬達和減速機驅動;
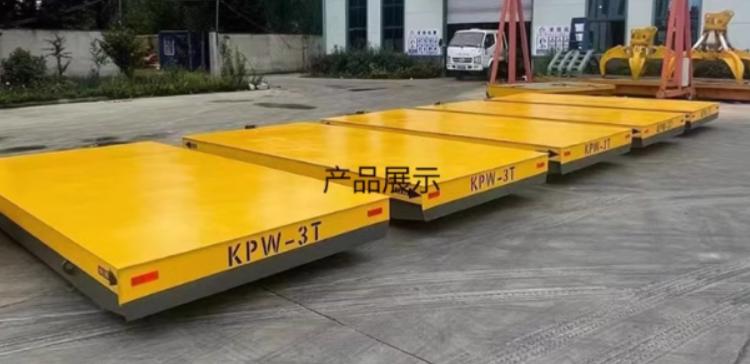
5. L型提升推送裝置
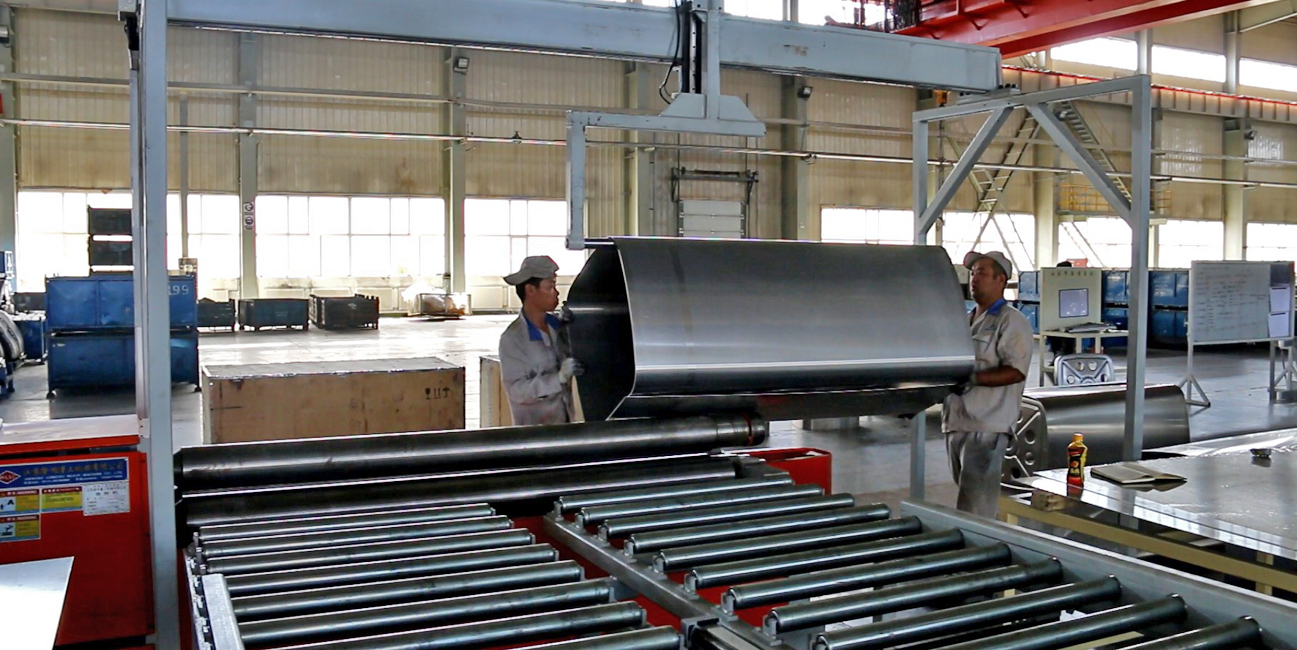
L 型提升推送裝置能夠根據卷板工藝要求,主要實現: 1、為防止疊卷,自動將已卷好的3/4 筒體向上提起。 2、卷制完成后,將筒體自動運送到輥道線上,并且在工作過程中不能擦傷筒體內表面等手 /自一體化控制過程。提升推送裝置與卷板機工作實現匹配,防止 L型提升推送裝置與卷板機之間出現干涉等問題。 手/自一體卷板機筒體提升推送裝置系統手/自一體 L 型提升推送裝置系統需要完成以下工作內容:在卷 LNG 筒體時為防止疊卷,需將已卷好的 3/4 筒體向上拉起,同時為了出筒時不會擦傷棍子表面鍍鉻層也需將筒體稍稍提起,并將卷制好的筒體運送到輥道線上,要求不能劃傷筒體內表面,并且對輥道線無沖擊。
6. L型縱縫焊接
7.環縫焊接
|
上一篇: 大型四輥卷板機W12-40x3000 下一篇:暫無 返回